
UG GRIP的弧齒錐齒輪參數化建模方法
2013-05-17 by:廣州有限元分析、培訓中心-1CAE.COM 來源:仿真在線
陳春榕 石林 姚斌 來源:e-works
關鍵字:弧齒錐齒輪 建模 GRIP
基于UG GRIP,本文針對弧齒錐齒輪建模方法進行了深入細致的研究。首先介紹了弧齒錐齒輪建模的總體方案。其次詳細說明了大輪的展成法建模原理;對于小輪的造型,基于共軛理論,提出了一種用工具大輪與小輪坯體進行展成布爾運算的實體建模的創新方法,從而得到小輪模型。采用此方法造型弧齒錐齒輪小輪比其它造型方法簡便,是弧齒錐齒輪參數化建模和加工的一種實用的新方法。接著以一對齒數為21-35、模數為13的齒輪副為例,詳細圖解說明了整個建模過程。最終還對建立的模型進行了數控加工試驗以驗證上述方法的正確性。
1 前言
弧齒錐齒輪是一種節錐齒線為曲線、用來傳遞在一個平面內的兩相交軸之間的定傳動比回轉運動的齒輪[1]。由于其承載能力大、傳動平穩、噪聲小、結構緊湊等優點,是航空、造船、汽車、能源、裝備、國防等部門產品的關鍵零件,因此弧齒錐齒輪生產在現代化機械制造業中占有十分重要的地位 [1-3]。
其制造主要使用專用的齒輪加工機床。目前國內使用的齒輪加工機床主要有美國格里森公司生產的No.116銑齒機、No.609拉齒機、No.463磨齒機和國產的Y2280銑齒機等[1]。隨著科技的進步、技術的創新,數控化的切齒加工機床紛紛涌現。但是由于機床結構、機床尺寸等因素的制約,每一種機床都有對應的技術規格,如最大加工模數、最大加工錐距、最大加工直徑等,因此無法加工一些尺寸超過其技術規格的齒輪副(如大模數的油田、煤礦機械使用的大型弧齒錐齒輪副)。而且弧齒錐齒輪加工中仍然存在著眾多問題,如:加工過程煩瑣、加工周期長、人力和資金投入大等[4]。
因此如何解決加工專用機床與齒輪副尺寸之間的矛盾以及準確地預報錐齒輪齒形、接觸區等問題始終是從事齒輪技術領域學者們致力于研究的內容。基于此,本論文提出了一種適用于通用多軸機床數控加工的格里森弧齒錐齒輪的新的建模與加工方法,并利用UG GRIP編制了相應的錐齒輪建模軟件。由于錐齒輪模型在UG軟件上建立,其尺寸不受任何限制,實際加工中只要所用的多軸數控加工中心足夠大即可,這樣完全解決了專用機床尺寸的制約問題。
2 弧齒錐齒輪建模總體方案概述
傳統的錐齒輪加工方法分為大輪成形法、滾切法,小輪刀傾法、變性法等[1]。本文基于傳統的格里森錐齒輪加工方法,提出的具有創新意義的建模新方法其總體方案路線流程如圖1所示。建模主要分成三個步驟:大輪建模、小輪建模、接觸區控制調整。從圖中可看出,具體的過程為:先用雙面刀盤展成大輪坯體得到大輪模型,但此時得到的大輪齒面不光滑,由一些小碎面組成,還不是最終的模型。對大輪齒面進行光順重構后,才能得到大輪最終模型。然后用不同的刀盤布爾運算展成大輪輪坯得到工具大輪。工具大輪齒面重構后,接著再用它布爾運算展成小輪毛坯,得到了小輪模型,此時得到的小輪齒面也不光滑。小輪齒面也進行重構后,得到小輪最終模型。大小輪都確定后,可進行虛擬裝配和接觸區分析。
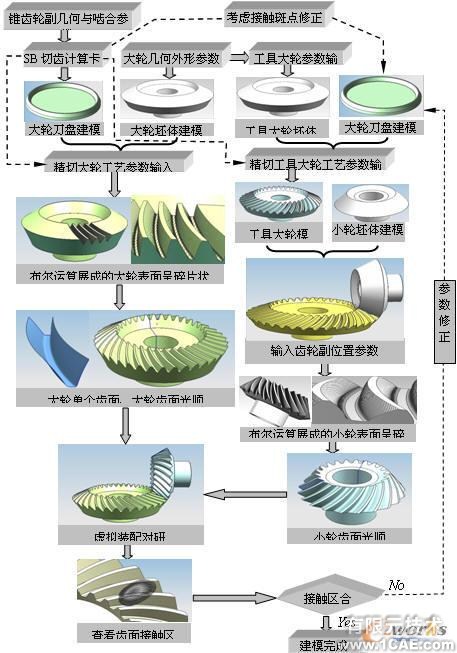
圖1 雙面精切刀盤展成法切制大輪整體路線流程圖
3 雙面精切刀盤展成法切制弧齒錐齒輪大輪原理
3.1大輪齒坯和雙面銑刀盤的建模
齒坯和雙面銑刀盤都是回轉體,所以建模相對簡單。大輪精切雙面刀盤建模參數主要有刀盤半徑、刀頂距、內外刃齒形角、刀尖圓角等,可由格里森SB計算卡獲得;大輪齒坯尺寸可由設計圖紙獲得。造型時坐標系原點設在大輪軸交錯點,并讓銑刀盤的刀尖平面通過原點。首先確定雙面銑刀盤和大輪齒坯造型點的坐標位置后,再依次將各點連接成直線或曲線,將這組曲線繞旋轉軸旋轉360°,這樣就可以得到銑刀盤和大輪齒坯實體。
3.2展成法切制大輪機床調整參數計算
用展成法加工弧齒錐齒輪大輪時,其機床調整參數按格里森SB計算卡計算。由于本文介紹的齒輪建模仿真方法只是模擬格里森機床加工弧齒錐齒輪的過程,要得到是齒面的最終模型,以便用于數控加工。故大輪不需粗切,直接采用雙面刀盤精切即可。具體的大輪精切調整計算卡可見參考文獻[5]。
3.3模擬機床調整展成布爾運算得到大輪模型
通過上一節中的大輪精切調整計算卡可得到大輪調整的3個基本參數:輪坯安裝角、偏心角、搖臺角。其中輪坯安裝角為齒坯調整參數,偏心角、搖臺角為刀盤調整參數。上述的齒坯和刀盤的調整參數在格里森機床上都可以直接調整。格里森機床的機構簡圖如圖2所示。
UG環境下,絕對坐標系是始終固定的。將其放置在格里森機床中,對應關系如圖2所示,XC軸為機床的床鞍(亦稱滑動底座)在機床上的前后移動方向;YC軸為床鞍平面上與XC軸垂直的方向;ZC軸為工件主軸在工件箱側面垂直移動的方向。
在UG中模擬機床調整的步驟如下:
(1)輪坯安裝角調整。齒坯實體繞ZC軸旋轉安裝角。
(2)偏心角調整。刀盤主軸與搖臺主軸平行但被偏心地安裝在一個偏心鼓輪上,偏心鼓輪又被偏心的安裝在搖臺上。因此,刀盤偏心角的調整應該繞偏心鼓輪的軸線轉過偏心角角度;格里森No.116機床參數 為222.25,偏心距為機床參數 的一半,因此為111.125mm。在UG中,對應的將銑刀盤沿著在絕對坐標系中過點 (0,111.125,0)、 (100,111.125,0)的軸線 旋轉偏心角。
(3)搖臺角的調整。搖臺的軸線即為UG中絕對坐標系的XC軸,因此在UG中,對應的將銑刀盤沿著絕對坐標系中過點 (0,0,0)、 (0,100,0)的軸線 旋轉偏心角。
調整結束后齒坯實體和銑刀盤實體即處于所需的位置。在刀盤和大輪齒坯調整到位后,即可進行展成布爾運算切齒。但是單次布爾運算還不能直接切制出一個齒槽來,需令盤銑刀和齒坯分別繞自身軸線旋轉,直到旋轉過一定角度才能切出一個完整的齒槽來。再將齒坯繞自身軸線旋轉一個分度角進行下一齒槽成形。
由于切齒仿真是對格里森機床實際加工齒輪的一種滾切運動模擬,因此仿真后得到大輪模型齒面并不是光滑的整體齒面,齒形表面由一片片的小曲面(小碎面)組成,形成不光滑的輪齒曲面。這樣的齒面無法進行數控加工,而必須先用UG軟件中相關的光順命令處理,重構齒面來獲得完整齒槽。再將齒槽陣列后得到完整的最終大輪模型。
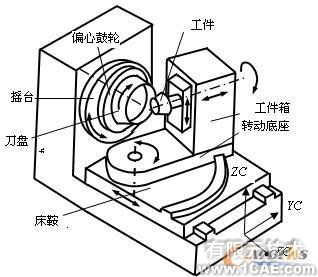
圖2 格里森銑齒機床結構簡圖
4 弧齒錐齒輪小輪建模原理
小輪的建模采用大輪展成小輪坯體得到。在用大輪布爾運算展成小輪時,如果不先對大輪進行處理是不行的。因為如果直接用正常的大輪去展成小輪的話,齒頂沒有間隙,而且建模和實際加工過程中都可能存在誤差,因此,實際齒輪副裝配和運行的過程中會出現干涉、膠結等問題。
大輪的處理采用在正常大輪齒坯的基礎上,齒頂往外延伸一段距離,距離的大小由模數和延伸系數乘積來決定,處理后的大輪稱為工具大輪。上述處理保證了齒輪副的齒頂間隙。除了輪坯尺寸不同外,工具大輪采用和大輪完全相同的方法切制。得到的模型齒面同樣的需要進行重構處理。工具大輪建模完成后,在同一零件圖中建立小輪坯體。然后將大小輪調整至裝配位置。在此位置執行一次布爾運算后,根據實際的弧齒錐齒輪副傳動關系,令小輪轉過某一數值大小的角度,一般取0.5°左右即可,工具大輪同時轉過相應的角度后再布爾運算一次。重復此過程,直到至少加工出一個小輪齒槽,以便作齒面處理。這樣就得到了展成法小輪模型。
5 建模實例分析
UG 軟件提供了多種二次開發工具。其中Grip二次開發簡單、易學、交互性強,提供了豐富的命令,十分適用于三維建模[5-6]。在本文的弧齒錐齒輪建模中使用到的命令主要有:
1.實心體建模。主要用于刀盤和齒坯的建模。
Obj=SOLREV/obj list,ORGIN,xc,yc,zc,ATANGL,a
2.實體變換。主要用于刀盤和齒坯的旋轉、平移,模擬機床運動。
Obj list=TRANSF/matrix,obj list1
Matrix為變換矩陣,變換矩陣有平移、旋轉、縮放等5種。下面列舉使用到的平移和旋轉這2種格式:
(1)平移格式為:
Matrix=MATRIX/TRANSL,dx,dy,dz
(2)旋轉格式為:
Matrix=MATRIX/{XYROT/YZROT/ZXROT},angle
3.實體布爾運算。主要用于布爾運算得到齒輪齒面。主要有布爾減運算、交運算等。
通過上述命令的綜合使用,即可實現建模、旋轉、平移、布爾運算等操作。
下面以小輪齒數21齒,大輪齒數35齒,模數為13,壓力角為20°,螺旋角為35°(其余齒輪參數由圖紙給出,文中略去)的弧齒錐齒輪副為例,詳細闡述建模方法。需要說明的是在下文的建模中,為了便于查看、分析程序運行效果,零件外表面可能會在幾種顏色中變化,本質上它們指的是同一個零件。
5.1 建模軟件實現
和第2節的流程圖對應的,利用UG GRIP編制的大輪建模和小輪建模的軟件界面分別如圖3、圖4所示。
由于篇幅有限,上述程序界面中的各個命令及其對應參數的具體意義不一一贅述。
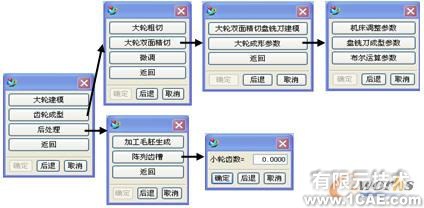
圖3 雙面精切刀盤展成法切制大輪程序界面

圖4 工具大輪布爾展成小輪程序界面
5.2 雙面精切刀盤展成法切制大輪過程仿真
(1)齒坯調整過程
根據第3節分析的齒坯調整過程,先將大輪齒輪毛坯繞ZC軸旋轉安裝角。
(2)銑刀盤調整過程
同樣的根據第3節分析的銑刀盤調整過程,將銑刀盤旋轉到要求的偏心角和搖臺角。調整結束后的齒坯和銑刀盤的相對位置如圖5所示。
(3)齒面加工過程
調整結束后的齒坯和銑刀盤已經放置在展成加工位置,接著按照以下步驟進行加工:
1.拷貝盤銑刀實體。拷貝的盤銑刀實體命名為盤銑刀1。
2.拷貝盤銑刀1實體,將拷貝的盤銑刀實體命名為盤銑刀2。大輪齒坯和盤銑刀2布爾減運算。然后再將大輪齒坯和銑刀盤1實體都旋轉到下一加工位置。
3.重復2步驟,直到加工完所需的加工刀數N,該步驟結束后就加工出一個齒槽。
4. 大輪齒坯繞自身軸線旋轉一個分度角,到加工下一齒槽的位置。
5.重復1、2、3、4步驟直到加工完所有需要的齒槽。
6.大輪齒坯回位。加工完后大輪繞自身軸線回轉所轉過總角度,回到初始位置,將工件旋轉到初始位置方向。
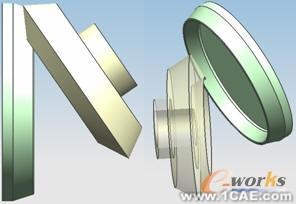
圖5 調整結束后的齒輪毛坯和盤銑刀相對位置圖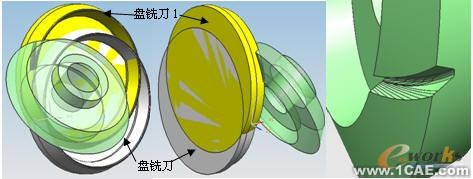
圖6 展成法加工中間過
根據上述步驟切制大輪,切齒的一個中間過程如圖6所示。圖7則是大輪加工完4個齒槽后的實體圖。展成法加工出來的齒面不是一整個面,而是由一些小碎面組成,因此這樣的齒面還不能直接用于數控加工,而是需要進行齒面的光順處理。
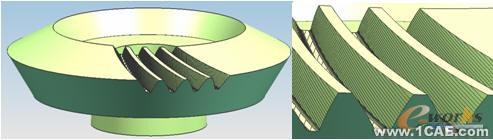
圖7 展成法大輪加工結果
(4)齒面重構處理
利用"藝術樣條"曲線命令,先將端面輪廓和齒頂、齒底上的點分別聯接成樣條曲線。其次利用 "通過曲線網絡"構造曲面命令進行齒面的重構。然后將齒面陣列,得到的結果如圖8所示。要得到一個完整的齒輪模型,還需先再建立一個齒輪毛坯。然后利用UG的"補片"命令進行補片處理。補片完成后,即得到了完整的齒面。圖9為所得的展成法大輪最終模型。
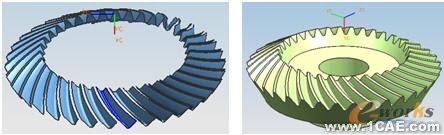
圖8 陣列后的齒面 圖9 展成法大輪最終模型
5.3 雙面精切刀盤切制工具大輪布爾展成配對小輪過程仿真
(1)工具大輪切制過程
工具大輪毛坯建立后,同樣用展成法切制。齒面重構處理后的工具大輪如圖10所示。
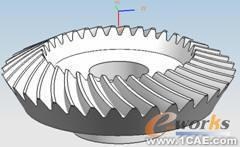
圖10 展成變異大輪實體圖 
圖11 變異大輪和小輪坯體初始裝配位置
(2)小輪成形過程
小輪毛坯建立后,將工具大輪繞ZC軸旋轉過90°,使它們處于裝配位置。調整好后的小輪和工具大輪如圖11所示。大輪正轉包絡,步距0.5°,轉過60°后,包絡出的小輪齒形如圖12所示。此時得到的小輪模型并不是最終的模型,也需進行齒面重構光順等操作。小輪的齒面重構和大輪以及工具大輪的重構方法相同,不再贅述。
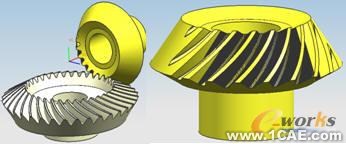
圖12 展成小輪模型實體
如上所述,通過雙面精切刀盤展成法切制大輪模型,大輪齒面重構光順后得到了大輪的最終模型。用類似的方法得到工具大輪后,再用工具大輪布爾運算展成小輪毛坯得到了小輪模型。
6 數控加工實驗
為了驗證本文提出的建模方法及其數控加工的正確性和可行性,對大小輪進行了數控加工試切實驗。數控加工采用通用的五軸數控加工中心。大輪齒形曲率變化較為平緩,采用四軸聯動數控加工即可;小輪齒形曲率變化較大,加工過程中容易出現干涉的區域,因此采用五軸聯動數控加工。由于篇幅有限詳細的數控加工方法不贅述。圖13、圖14分別為小輪、大輪數控加工精加工的一個中間過程。齒面精加工后表面質量良好,可滿足產品精度要求。


圖13 21齒小輪精加工中間過程 圖14 35齒大輪精加工中間過程
7 結論語
本論文提出了一種適用于通用多軸機床數控加工的格里森弧齒錐齒輪的新的建模與加工方法。該方法首先建立實體建模,再利用通用多軸數控加工中心進行了弧齒錐齒輪的加工,減少了生產準備時間并降低了生產準備工作成本、解決了專用機床與齒輪尺寸參數的矛盾、準確地預報錐齒輪齒形和接觸區等。從一定意義上說,解決了齒輪領域學者們長期以來致力于解決的簡化齒輪生產過程、預報錐齒輪齒形和接觸區等重大學術問題。同時本方法縮短了錐齒輪產品開發周期、降低了生產成本、減小企業對設備的投入、增加了企業的生產柔性能力,極大提高企業核心競爭能力,以滿足國家經濟發展需要。
相關標簽搜索:UG GRIP的弧齒錐齒輪參數化建模方法 AutoCAD培訓 AutoCAD培訓課程 AutoCAD圖紙設計 AutoCAD在線視頻 AutoCAD技術學習教程 AutoCAD軟件教程 AutoCAD資料下載 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓




