
冷沖件拉延成形模擬分析
2013-06-23 by:廣州有限元分析、培訓中心-1CAE.COM 來源:仿真在線
作者:奇瑞汽車股份有限公司規劃設計院 汪權
采用AutoForm分析軟件可以指導模具設計者修改模具設計,找出產品可能出現的質量問題,提高一次試模成功率,對企業縮短產品開發周期、降低成本,提高市場競爭力有重要的意義。
常見缺陷及解決辦法
1.拉延開裂
開裂是拉延工序中最為常見的缺陷之一,其表現為出現破裂或裂紋,產品部分如果出現破裂或者裂紋將被視為不合格產品,所以必須予以解決。產生開裂的原因大致有:
(1)產品工藝性不好,如R角過小、型面變化劇烈、產品深度較深以及材質成形性能差等。
(2)工藝補充、壓邊圈的設計不合理。
(3)拉延筋設計不合理,不能很好的控制材料流動。
(4)壓邊力過大。
(5)模具型面表面粗糙度達不到要求,摩擦阻力大。
(6)模具加工精度差,凸凹模間隙小,板料流動性差。
目前,主要通過改善產品工藝性、設計合理的坯料形狀、增加刺破刀、加大R角、合理設計工藝補充及壓料面、調整拉延筋阻力及壓邊力和模面鏡面處理等方式來解決拉延開裂問題。
2.起皺
起皺是拉延工序中另一個常見的缺陷,也是很難解決的板件缺陷。板件發生起皺時,會影響到模具的壽命以及板件的焊接,板件發生疊料時還會使模具不能壓合到底,從而成形不出設計的產品形狀,同時,由于疊料部位不能進行防銹處理,容易導致板件生銹而影響到板件的使用壽命,給整車安全造成隱患。
目前主要從產品設計及工藝設計上來解決起皺問題,歸納起來有以下幾點:
(1)產品設計時盡量避免型面高低落差大、型面截面大小變化劇烈,在不影響板件裝配的情況下,在有可能起皺的部位加吸皺包。
(2)工藝上可以考慮增加整形工序。
(3)分模線調整。隨著分模線的調整,往往會伴隨著開裂缺陷的產生,目前主要通過使用CAE軟件來分析確定合理的分模線位置。
(4)在工藝補充面上增加吸料筋、工藝臺階等,將多余的料消化掉。
(5)合理設計拉延筋,以確保各個方向進料均勻為目標。
(6)當開裂與起皺同時存在,且起皺不被允許時,一般先解決起皺再解決開裂。
AutoForm模擬分析算法
AutoForm模擬分析算法主要有兩種:隱式算法和一步成形法。
1.隱式算法
靜態隱式算法是解決金屬成形問題的一種方法。在靜態隱式算法中,在每一增量步內都需要對靜態平衡方程迭代求解。理論上在這個算法中的增量步可以很大,但是實際運算中要受到接觸以及摩擦等條件的限制。隨著單元數目的增加,計算時間幾乎呈幾何級數增加。由于需要矩陣求逆以及精確積分,對內存要求很高。隱式算法的不利方面還有收斂問題不容易得到解決以及當開始起皺失穩時,在分叉點處剛度矩陣出現奇異等。其中靜態隱式算法多配合動態顯式算法用于求解成形后的回彈分析。
2.一步成形法
一步法有限元方程利用虛功原理導出,其基本思想是采用反向模擬。將模擬計算按照與實際成形相反的順序,從所期望的成形后的工件形狀通過計算得出與此相對應的毛坯形狀和有關工藝參數。板材成形過程的變形決定其有利于進行方向模擬。在沖壓成形過程中,成形后的工件為一空間曲面,而板料毛坯為一平板。以板平面為X-Y坐標平面,整個成形過程中各質點的Z向位移是確定的。采用有限元計算求解時,節點未知量僅為X和Y方向的位移。板料成形的方向模擬多采用近似方法,假設變形過程為簡單加載過程,用塑性變形的理論進行模擬分析。在分析的過程中以利用工件形狀進行計算,用簡化的方法避免了非常麻煩的接觸處理。一步法方向模擬要求輸入的數據少,因此可以在概念及初期設計階段就投入使用,可以預測毛坯形狀,整個計算可以很快地求解出結果,因此可以反復調整參數進行計算模擬,對毛坯形狀、壓邊力和拉延筋等進行優化。
3.AutoForm分析流程
分析一個CAD模型的一般步驟是:導入CAD模型(軟件自動進行網格劃分)、網格檢查及空洞填充、確定基準模具、料厚及沖壓方式、工具設定、坯料尺寸確定及網格自動劃分、材料選擇、拉延筋布置、工藝參數設置和分析計算等。
轎車翼子板模擬流程分析
1.導入CAD模型
由于AutoForm曲面處理功能的局限性,對一些曲面問題很難解決,所以有必要在三維CAD軟件NX里對工藝數模進行檢查,避免出現面交叉、面重疊等曲面問題,同時須提取B曲面,保證工藝數模在導入AutoForm時不出現面丟失、面交叉等缺陷(見圖1)。
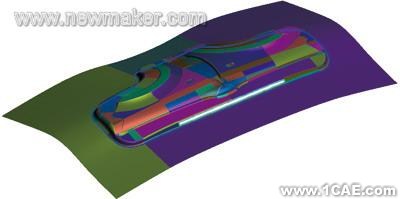
圖1 導入CAD模型
2.網格檢查及空洞填充
工藝數模導入之后,AutoForm會自動進行網格劃分,可以通過顯示網格邊界的方式檢查網格質量,對于平坦的空洞可以通過自動填充來解決,如果對填充的效果不滿意,可以通過改變參數max size值來解決問題,對于邊界復雜的空洞,AutoForm填充不能得到理想結果時,需要在NX軟件中對數模空洞進行填充。
3.確定分析類型、模具基準、料厚及沖壓方式
(1)AutoForm提供了增量法與一步法兩種求解方式,對于成形性分析選用incremental增量法能得到更加精確的結果。
(2)根據客戶要求,該件生產時所在沖壓線首臺設備為雙動機床,所以本文選擇雙動拉延方式。
(3)根據客戶要求,設定料厚為0.8mm。
(4)根據產品數模給定的料厚基準,選擇凹模為幾何偏置基準。
4.工具設定
對于拉延分析而言,需設定凹模、凸模和壓邊圈三個工具,其中凹模處于坯料的下面,凸模、壓邊圈處于坯料的上部,各工具的工作方向均為工具指向坯料的方向,軟件默認Z軸的負方向為沖壓方向,工具的工作方向與沖壓方向相同時為正值,相反時為負值,如凹模工作方向為凹模指向坯料的方向,即為Z軸負方向,因此凹模工作方向為正值。凸模與壓邊圈由凹模網格偏置得到,工作方向為負值。
5.坯料尺寸、材質確定及網格自動劃分
AutoForm提供了5種不同的方式來設定坯料的大小:通過畫線的方式來得到坯料線輪廓;輸入IGS格式的坯料文件;通過中心坐標、長和寬的方式輸入坯料尺寸;通過復制現有模型中的線來作為坯料線;通過對模型中的線進行拓展而得到的線作為坯料線(見圖2)。

圖2 坯料尺寸確定
本次分析所采用的坯料線是由NX軟件設計的,通過IGS的方式導入到模型中,材料為特深沖用熱鍍鋅鋼板DC54D+Z,該材料耐腐蝕能力強、有良好的力學性能、加工性和焊接性,屈服強度為140~220MPa,抗拉強度為270~350MPa,n值不小于0.18,r值不小于1.6,斷后延長率不小于36%。
AutoForm提供了較為完善的材料庫,包括中國、日本、歐洲以及美國等常用鋼板材料,用戶可以新建或者修改現有材料庫參數,并且可以通過設置roll angle參數來設置板料的軋制方向。
6.拉延筋布置
在沖壓成形中,為了限制板料的流動,需要設置各種形狀的拉延筋。AutoForm中不需要建立實際的拉延筋有限元模型,而是采用一些曲線來模擬拉延筋行為,當板料流過時,施加拉延筋阻力(見圖3)。
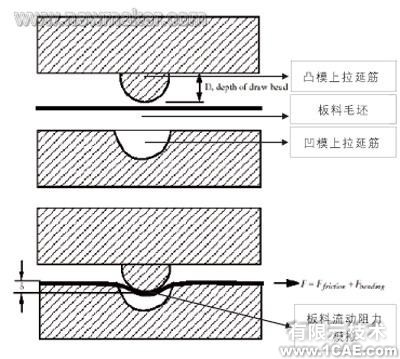
圖3 等效拉延筋
采用這種等效拉延筋后,在分析時可以很方便的調整拉延筋阻力,節省分析時間,分析成功之后再根據相應的拉延筋阻力系數來設計真實拉延筋幾何形狀。
7.工藝參數設置
這一步主要是對摩擦系數、壓邊力以及沖壓速度等工藝參數進行設置,因為拉延分析為典型的工藝分析,AutoForm有專門針對拉延分析的模版,所以只需要修改一些工藝參數即可,在輸出結果的界面選擇默認輸出結果即可,由于采用虛擬拉延筋分析,默認的板料網格大小以及時間步長大小都可以滿足正常分析的需要。
8.分析計算
以上步驟完成以后,可以用動畫的形式檢查一下工具的運動情況,如果沒有問題就可以提交計算,計算的結果文件都保存在*.sim文件中,在計算的過程中隨時可以查看計算結果。
9.CAE結果判斷
計算完成之后,就可以用后處理打開結果文件,對計算結果進行分析、判定。
(1)料厚減薄評價。判斷準則:單向拉伸區域,減薄超過極限料厚一律視為破裂;單向拉伸區域和雙向拉伸區域,減薄超過30%一律視為破裂;雙向拉伸區域,減薄在極限料厚和30%之間,查看FLD指示。
對于外覆蓋件,需同時評價最大變薄及最小變薄,將料厚減薄云圖的刻度設置為-0.3~0.02,用不同顏色來顯示,最大減薄為-0.283,產品部分的最小變薄率大于0.02。本文所例產品料厚減薄情況如圖4所示。

圖4 料厚減薄
(2)成形極限圖。成形極限圖刻度如圖5所示,可以看出雙向拉伸區域有黃色,說明有開裂的趨勢,但離極限曲線還有一定安全量。
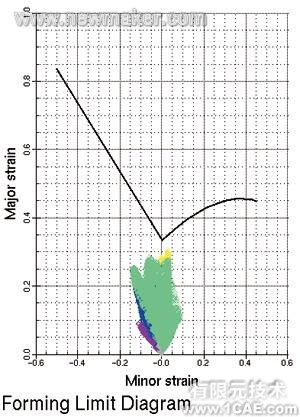
圖5 成形極限
(3)主應變和副應變評價。通過主應變和副應變來評價拉延質量,在產品內基本都屬于雙向拉伸狀態,拉延質量良好,副應變和主應變變化情況如圖6、7所示。
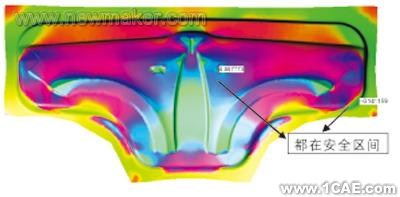
圖6 副應變變化
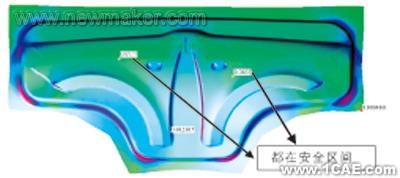
圖7 主應變變化
(4)滑移線評價。外板件要求在可見區域內無滑移線,本分析顯示滑移量很小,能滿足要求(見圖8)。

圖8 滑移線顯示
10.實際板件拉延情況
隨著CAE技術以及計算機技術的發展,CAE的計算精度也越來越能反映出真實情況,本文利用AutoForm對汽車翼子板進行拉延分析,分析結果顯示拉延有開裂的趨勢,無起皺、滑移線等缺陷,實際情況為拉延一次成功,無缺陷,CAE與實際情況符合較好。
相關標簽搜索:冷沖件拉延成形模擬分析 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓 有限元培訓 Solidworks培訓 UG模具培訓 PROE培訓 運動仿真




