
有限元在板材軋制過程中的應(yīng)用
2013-06-23 by:廣州有限元分析、培訓(xùn)中心-1CAE.COM 來源:仿真在線
關(guān)鍵字:cae abaqus
本為介紹了ABAQUS軟件在板材熱軋工程中的一些典型應(yīng)用。分析了鋼板加速冷卻過程中殘余應(yīng)力的影響因素,闡明了各因素對冷卻后板坯溫度分布的影響。分析了板材軋制過程的傳熱狀況,給生產(chǎn)設(shè)計提供了合理的工藝參數(shù)。最后,用有限元方法對MAS軋制過程的厚度分布進(jìn)行控制分析。
1 前言
金屬板帶熱軋過程是一個非常復(fù)雜的彈塑性大變形過程, 既有材料非線性、幾何非線性, 又有邊界接觸條件非線性變化, 因此其變形機(jī)理非常復(fù)雜, 難以用準(zhǔn)確的數(shù)學(xué)關(guān)系式來描述。隨著板帶軋制技術(shù)的日益發(fā)展, 人們對其在成型過程中的變形規(guī)律、變形力學(xué)的分析越來越重視。有限元技術(shù)隨著大型有限元模擬軟件的日益成熟和完善, 已成為一種被廣泛應(yīng)用于板帶軋制過程的有效的數(shù)值計算方法。
ABAQUS軟件提供了復(fù)雜的非線性分析程序,且擁有功能強(qiáng)大的子程序接口。因此無論是從計算收斂性、精確程度的角度,還是從方便程度的角度,均有較高的優(yōu)選價值。
2 板材軋制過程的應(yīng)用分析
2.1 鋼板加速冷卻過程中殘余應(yīng)力分析
加速冷卻工藝廣泛應(yīng)用于生產(chǎn)高強(qiáng)度、高韌性和具有良好焊接性的鋼板,但客戶卻普遍反映鋼板帶有一定的殘余應(yīng)力,影響后續(xù)加工。這里用有限元方法分析了加速冷卻過程中鋼板的殘余應(yīng)力,并在其中嵌入了用戶子程序,體現(xiàn)了相變對力學(xué)性能的影響。
2.1.1 有限元模型
模型中板坯采用了寬度為3.5m的低碳微合金鋼,厚度分別為20mm、30mm、40mm和50mm。為節(jié)省計算時間并確保計算精度,板坯的長度定為4m,寬度方向按對稱面取一半進(jìn)行分析,如圖1所示。材料的力學(xué)性能通過軟件的用戶子程序來實(shí)現(xiàn),考慮到了冷卻速度、相變及相變溫度的影響。
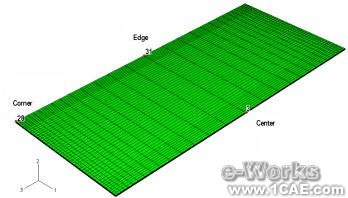
圖1 板坯網(wǎng)格劃分
將冷卻過程分為兩個階段,首先從750℃開始進(jìn)行10s的噴水冷卻,然后進(jìn)行第二個階段的空冷。對于20mm厚的板坯,水冷的平均冷卻速度約為25℃/s,冷卻到平均溫度500℃截止。
在分析切割后鋼板的扭曲變形時,用到了ABAQUS 中element remove 的功能。作為初步研究,僅計算了切邊寬度為500mm的情況。
2.1.2 分析方案
這里研究了板坯不同初始狀況對殘余應(yīng)力的影響,板坯的初始狀況包括初始溫度分布及板坯凸度。初始溫度分布包括整體750℃的均勻分布和邊部710℃、心部750℃在寬度方向呈拋物線趨勢的不均勻分布。板坯凸度是指板坯中部和邊部厚度的差值,這里分別研究了凸度為0mm、0.25mm、0. 5mm 和1mm的情況。在實(shí)際生產(chǎn)中,初始溫度均勻分布、凸度為0的情況是不可能存在的,模擬這種情況只是作為參照比較的依據(jù)。
這里主要分析厚度為20mm的板坯,用以闡明初始狀況對冷卻過程的溫度變化、殘余應(yīng)力分布、切割后的板條變形情況的影響。
2.1.3 計算結(jié)果
1. 初始狀況對板坯溫度的影響
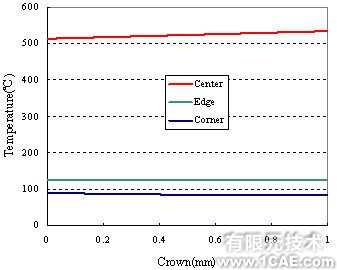
a 凸度
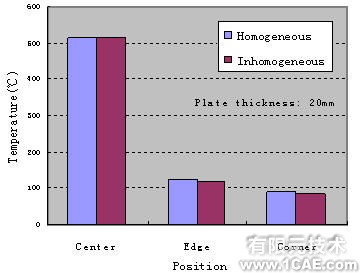
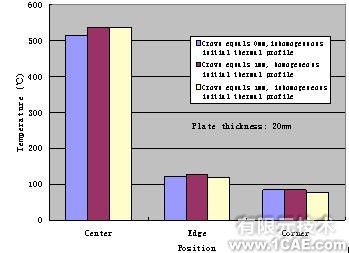
b 初始溫度度分布
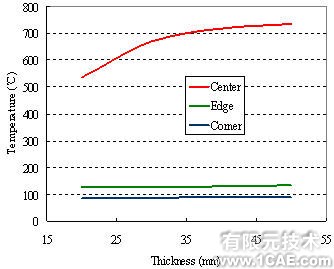
c 厚度
d 凸度和初始溫度分布
圖2 各種因素對水冷后板坯溫度的影響
圖2-a展示了凸度對板坯水冷后典型節(jié)點(diǎn)溫度的影響。凸度的增加導(dǎo)致了水冷后心部溫度較高,而對邊部和角部溫度影響并不大。
初始溫度分布對水冷后板坯典型節(jié)點(diǎn)溫度的影響如圖2-b所示。在心部,溫度并沒有太大差別,而邊部和角部的溫度差別則比較大,初始溫度分布不均勻的板坯邊部和角部溫度較低,尤其是在水冷之后。對于初始溫度均勻分布的板坯,邊部和心部的溫差為386℃,角部和心部的溫差為424℃;對于初始溫度非均勻分布的板坯,溫差分別為393℃和429℃。
以上的分析表明雖然板坯的初始狀態(tài)對殘余應(yīng)力的產(chǎn)生有一定影響,但水冷階段的不均勻冷卻才是主要原因。對于厚板,這種水冷的不均勻性要大于薄板。具有不同厚度、凸度為1mm、初始溫度不均勻分布的板坯10s水冷后的溫度分布情況如圖2-c所示。隨著板厚的增加,邊部和角部的溫度并沒有明顯的變化,然而心部的溫度卻從535℃變到了735℃。這種由板坯厚度引起的溫差要遠(yuǎn)遠(yuǎn)大于由初始溫度和凸度引起的溫差,將導(dǎo)致板坯中產(chǎn)生較大的殘余應(yīng)力。
2. 殘余應(yīng)力分布及切割后板條的變形情況
板坯沿縱向切割后,斷面的殘余應(yīng)力得以釋放,板條發(fā)生變形,如圖3和圖4所示。在切割完的0.5m寬的板條上,殘余應(yīng)力從200MPa左右變化到約60MPa,邊部和端部的應(yīng)力值較低。圖7展示了切割下來的板條在1方向(寬度方向)的位移。靠近邊部的位移值為正,而靠近切割面的位移值為負(fù)。兩端的正位移值要大于中部的,而兩端的負(fù)位移值的絕對值要小于中部的,板條的中部向外側(cè)發(fā)生彎曲。初始溫度分布不均勻的板條變形更大一些。
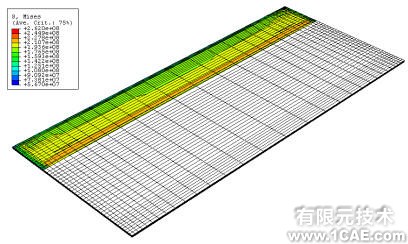
圖3 切割后板條的殘余應(yīng)力
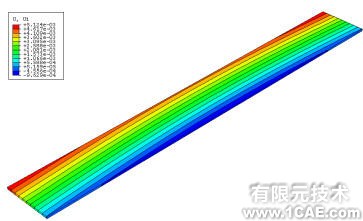
圖4 切割后板條的變形情況
2.2 板材軋制過程傳熱分析
在設(shè)計軋機(jī)前,需要計算在軋制時軋件傳遞了多少熱量給軋輥,這對軋輥的設(shè)計有著重要意義。
這里,軋制過程每道次的壓下率要求都比較大,累積壓下率達(dá)到了95%,在長度方向上延伸率達(dá)到了26倍。圖5是軋制前的網(wǎng)格分布,圖6是軋制后的網(wǎng)格分布。在這里用到了“DISTORTION CONTROL”,使計算不會因網(wǎng)格變形過大而停止。
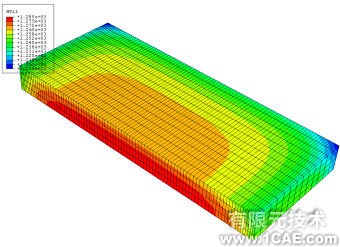
圖5 軋制前的網(wǎng)格分布
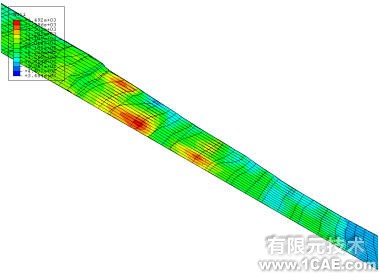
圖6 軋制前的網(wǎng)格分布
下面是有限元計算得到的結(jié)果,其中次軋件在第一和第二道被壓下處各點(diǎn)的溫度分布如圖8所示,并計算得到了軋輥的溫度變化,這些結(jié)果對生產(chǎn)設(shè)計起到了指導(dǎo)作用。
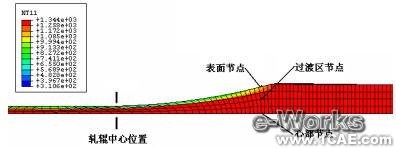
圖7 典型節(jié)點(diǎn)示意
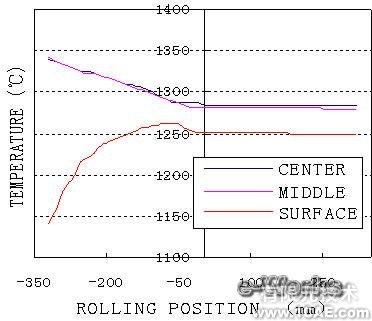
a 第一道次
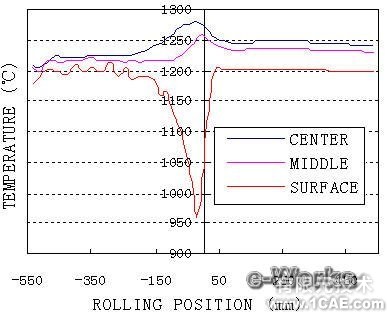
b 第二道次
圖8 軋件溫度分布
2.3 MAS軋制平面形狀控制分析
平面形狀控制技術(shù)是現(xiàn)代寬厚板軋機(jī)標(biāo)志性技術(shù)之一。國外已采用MAS等平面形狀控制技術(shù)提高寬厚板的成材率。該技術(shù)通過預(yù)測每塊鋼板軋制終了的平面形狀變化量,給出相應(yīng)的壓下量來控制輥縫的開度以改變板坯的厚度,最終使鋼板的平面形狀成為矩形。控制過程如下:
(1) 由預(yù)報模型求得邊部和端部形狀的變化量,把它換算成成形軋制最終道次的板厚分布;
(2) 在成形軋制的最后一個道次中,給沿長度方向相應(yīng)各點(diǎn)以規(guī)定的厚度差,如圖9所式;
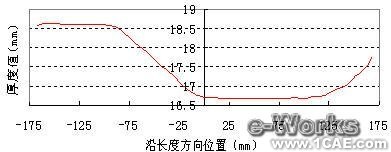
圖9 MAS軋制的厚度分布
(3)將板坯回轉(zhuǎn)90°進(jìn)行展寬軋制,由于寬向厚度不同,從板邊到板中心的壓下率也不同,從而使平面形狀得以改善。軋制后的形狀如圖10所示。
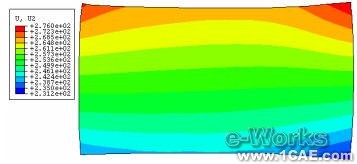
圖10 MAS軋制最終板形
MAS 軋制法的要點(diǎn)是正確預(yù)報終軋后的形狀,定量取得軋制過程中的平面形狀變化。用有限元方法分析MAS軋制過程的金屬流動變形對指導(dǎo)生產(chǎn)及提高成材率均具有一定的實(shí)際意義。
3 結(jié)論與體會
隨著計算機(jī)軟硬件技術(shù)以及有限元計算技術(shù)的發(fā)展, 有限元法在板帶軋制問題方面的應(yīng)用已較成熟。在中厚板熱軋成形過程中采用有限元方法進(jìn)行數(shù)值模擬分析可以為實(shí)際生產(chǎn)提供合理的工藝參數(shù),加速新材料新工藝開發(fā)速度,精確的預(yù)估、更好的實(shí)現(xiàn)設(shè)計,減少物理模型的數(shù)量,降低開發(fā)成本。總之在各個方面都預(yù)示著,有限元在板材軋制的各個環(huán)節(jié)將發(fā)揮著重要的作用。
參考文獻(xiàn)
[1] ABAQUS 6.5 User’s Manual
[2] Sihai Jiao, Xuelian Yin. FEM Simulation of the Residual Stress in Steel Plates Experienced Accelerated Cooling. Materials Science & Technology Conference Proceedings.2005
[3] C Ouchi,Development of Steel Plates by Intensive Use of TMCP and Direct Quenching Processes, ISIJ International, 41(6)(2001): 542-553
[4] 楊乃忠. 寶鋼5m厚板軋機(jī)上應(yīng)用的平面形狀控制技術(shù). 寶鋼技術(shù),2003,(5): 22-24
相關(guān)標(biāo)簽搜索:有限元在板材軋制過程中的應(yīng)用 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓(xùn) Abaqus培訓(xùn) Autoform培訓(xùn) 有限元培訓(xùn) Solidworks培訓(xùn) UG模具培訓(xùn) PROE培訓(xùn) 運(yùn)動仿真
交通線路")

報名")

