
從兩個方面改良翼子板沖壓工藝
2017-07-09 by:CAE仿真在線 來源:互聯(lián)網(wǎng)
案例
圖1所示是某轎車翼子板,圖2所示列舉了后期模具開發(fā)過程中經(jīng)常遇到前保險杠處的圓角開裂、翻邊起皺、A面凹凸及圓角不順等質(zhì)量缺陷。
圖1 某車型翼子板
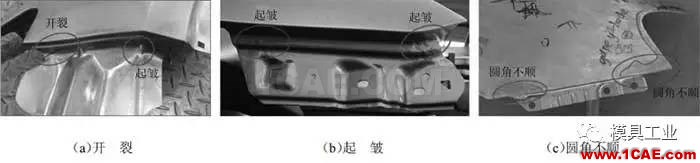
圖2 翼子板前保險杠處翻邊常見缺陷
常見的翼子板前保險杠處結(jié)構(gòu)
根據(jù)不同車型的屬性要求,翼子板與前保險杠的匹配安裝結(jié)構(gòu)存在一定差異,一部分車型前保險杠Y 向安裝點(diǎn)在翼子板上,另一部分車型前保險杠Y向安裝點(diǎn)在支架上,支架與翼子板焊接在一起。按照這種分類方法,翼子板前保險杠處的結(jié)構(gòu)可以分為2 類:一類為帶有法蘭面的整形結(jié)構(gòu);另一類為不帶法蘭面的翻邊結(jié)構(gòu)(見圖3)。通常情況下,帶法蘭面的整形結(jié)構(gòu)主要用于整形深度小于30 mm且形狀相對簡單的情況;不帶法蘭面的翻邊結(jié)構(gòu)主要應(yīng)用在翻邊深度超過30 mm,翻邊容易起皺的情況。
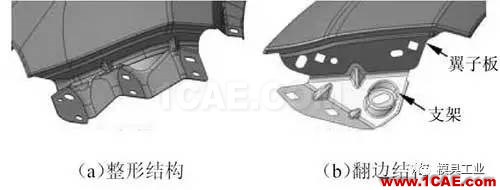
圖3 翼子板前保險杠處2 種不同搭接結(jié)構(gòu)
常見結(jié)構(gòu)工藝分析
1、帶法蘭面整形結(jié)構(gòu)工藝分析
圖4 所示為某車型翼子板前保險杠處結(jié)構(gòu),整形深度約33 mm,法蘭面寬度約66 mm,鈑金材料為DC54D+Z。分為5 道工序成形,初步設(shè)定此位置處工序內(nèi)容為:①拉深;②修邊;③整形;④沖孔;⑤側(cè)沖孔。
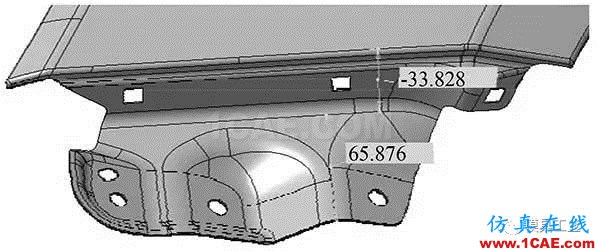
圖4 帶法蘭面某車型翼子板前保險杠處結(jié)構(gòu)
翼子板前保險杠處型面在工序①過拉深出部分圓角,主要型面在工序③一次整形到位,通過CAE仿真軟件AutoForm 建立有限元模型對全部工序進(jìn)行成形模擬分析。
(1)板料為DC54D+Z,其屈服函數(shù)如下:

式中:-σ——沿軋制方向的等效應(yīng)力;x、y——板料的軋制縱向和橫向;r——各向異性平均值。
板料厚度為0.7 mm,材料參數(shù)為n=0.22,r=1.54,k=537.2,αs=160 MPa,αb=309.6 MPa。
(2)板料采用等向指數(shù)強(qiáng)化模型,應(yīng)力應(yīng)變關(guān)系數(shù)學(xué)表達(dá)式為:
式中:α —— 應(yīng)力;K—— 硬化系數(shù);ε —— 應(yīng)變;n——硬化指數(shù)。
(3)有限元分析模型建立。利用AutoForm軟件自動進(jìn)行工具體網(wǎng)格單元劃分,并建立拉深工序及整形工序有限元模型,如圖所示5,模型中凸模、凹模、壓邊圈、壓料芯、整形刀塊設(shè)為剛性材料,分析中采用彈塑性殼單元理論,網(wǎng)格進(jìn)行自適應(yīng)4 級劃分。為減少計(jì)算時間,拉深筋簡化為等效模型(虛擬筋)。拉深行程為100 mm,壓邊力為1 200 kN,板料與模具各零件間的摩擦因數(shù)取為0.15,成形速度V=1 m/s。
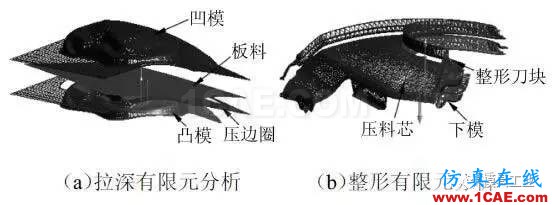
圖5 拉深及整形有限元分析模型
由于整形量大,零件形狀復(fù)雜,整形CAE分析起皺嚴(yán)重,如圖6 所示,工程師反饋已無法再降低整形深度,只能通過工藝解決。經(jīng)反復(fù)嘗試,整形時在上模增加壓料板,外側(cè)壓住板料后再整形的效果較為理想,起皺問題得到明顯改善。圖7 所示為壓料整形方案;圖8 所示為壓料整形分析結(jié)果;圖9 所示為按照壓料整形的工藝加工的模具成形的零件,無起皺現(xiàn)象,滿足零件質(zhì)量要求,此壓料整形方案可行,可以應(yīng)用于后續(xù)類似結(jié)構(gòu)的翼子板上。
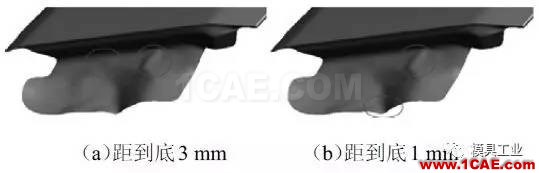
圖6 整形分析法蘭面起皺結(jié)果
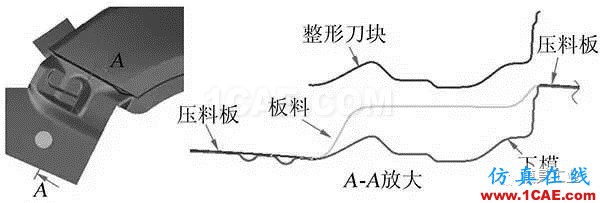
圖7 帶法蘭面壓料整形方案工藝簡圖
(a)距到底3 mm (b)距到底1 mm
圖8 帶法蘭面壓料整形分析結(jié)果
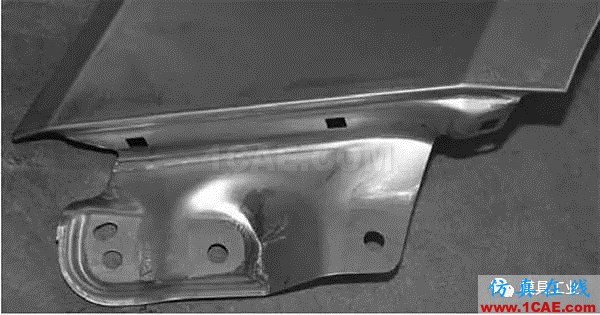
圖9 實(shí)際模具成形的零件
2、不帶法蘭面的翻邊結(jié)構(gòu)工藝分析
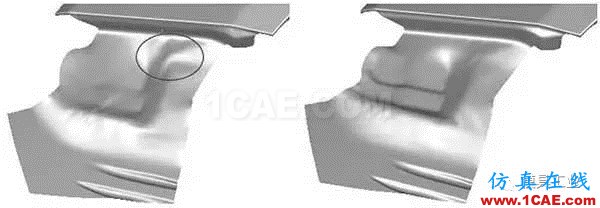
圖10 所示為某車型翼子板前保險杠處結(jié)構(gòu),整形深度約47 mm,板料為DC54D+Z。由于此翻邊太深,若直接翻邊成形會嚴(yán)重起皺,初步設(shè)定直接采用外側(cè)先壓料后整形的工藝,CAE模擬分析仍然起皺嚴(yán)重(見圖11),說明壓料整形方案針對深度太深的結(jié)構(gòu)不適用,需要考慮其他方案。結(jié)合以往車型鈑金件開發(fā)經(jīng)驗(yàn)及此翼子板翻邊結(jié)構(gòu)的特殊性,此處可以考慮增加下部浮動托料板(通過氮?dú)飧讈韺?shí)現(xiàn))進(jìn)行壓料翻邊,其結(jié)構(gòu)如圖12 所示。經(jīng)過CAE 模擬分析驗(yàn)證,此方案整體可行,僅在A 面(圖11 中橢圓處)過渡劇烈位置側(cè)壁仍存在輕微起皺,圖13所示為實(shí)際模具托料翻邊成形的零件,側(cè)壁僅存在輕微起皺,驗(yàn)證此方案可行,可以應(yīng)用于后續(xù)類似結(jié)構(gòu)的翼子板上。
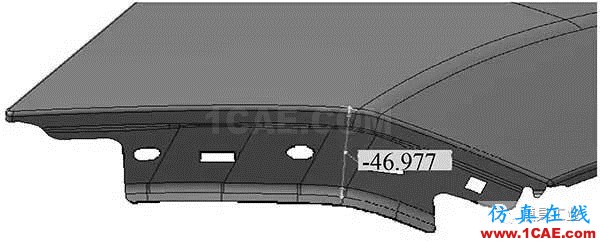
圖10 不帶法蘭面某車型翼子板前保險杠處翻邊結(jié)構(gòu)
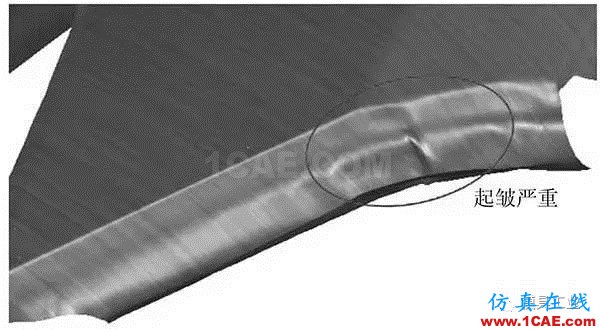
圖11 不帶法蘭面壓料整形分析結(jié)果
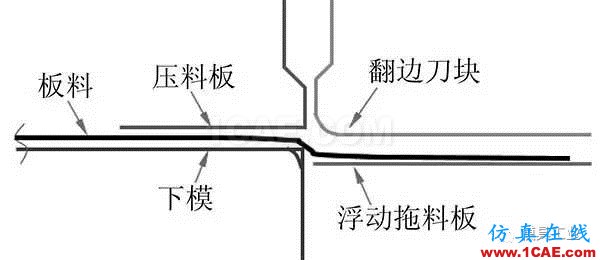
圖12 托料翻邊結(jié)構(gòu)
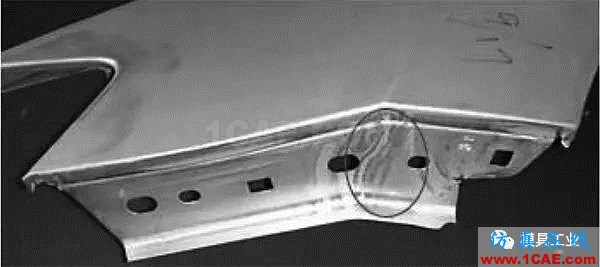
圖13 托料翻邊模具成形的零件
常見結(jié)構(gòu)設(shè)計(jì)優(yōu)化
零件結(jié)構(gòu)設(shè)計(jì)的好壞直接影響成形工藝,通常情況下,帶法蘭面的整形結(jié)構(gòu)主要用于整形深度小于25 mm且形狀相對簡單的情況,建議結(jié)構(gòu)斷面參考表1 進(jìn)行設(shè)計(jì),且表中L2及L3要加工成相等深度,不然整形過程中會出現(xiàn)起皺。針對汽車外表面起伏較大的特殊情況,零件還需要考慮增加工藝缺口。
表1 帶法蘭面整形結(jié)構(gòu)設(shè)計(jì)參考斷面
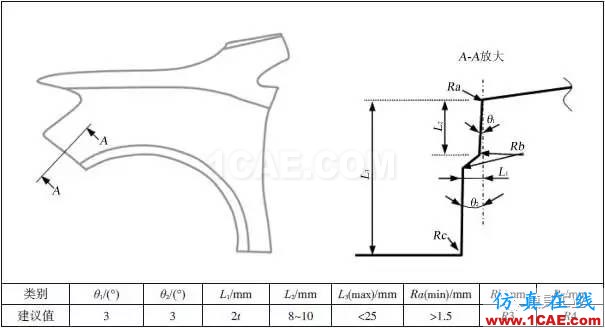
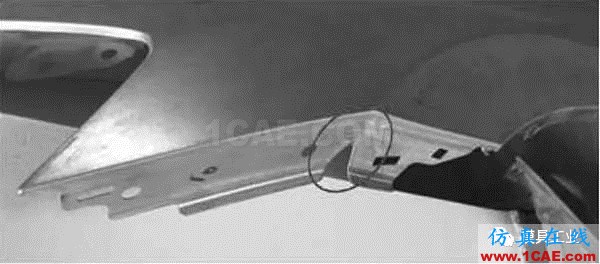
圖14 增加工藝缺口
由于零件結(jié)構(gòu)等特殊原因,翼子板前保險杠處深度需大于30 mm,建議搭接結(jié)構(gòu)做成翻邊加支架的形式,有利于改善翻邊成形性,同時翻邊深度盡可能等深(基于沖壓方向),防止翻邊整形過程中出現(xiàn)起皺及開裂等缺陷。針對橢圓處起伏較大的特殊情況,翻邊成形容易起皺及開裂,零件還需要考慮增加合適的工藝缺口,如圖14所示。

本文摘錄自《模具工業(yè)》2017年第6期
相關(guān)標(biāo)簽搜索:從兩個方面改良翼子板沖壓工藝 Autoform分析培訓(xùn)班 Autoform汽車模具仿真 Autoform視頻教程 Autoform資料下載 在線軟件培訓(xùn) 汽車鈑金代做 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓(xùn) Abaqus培訓(xùn) 有限元培訓(xùn) Solidworks培訓(xùn)
交通線路")

報(bào)名")

